 手机版
手机版
 关于我们
关于我们 加入收藏
加入收藏
安东帕中国
11 年 高级会员
高级会员
高级会员 已认证
已认证
拨打电话
获取底价
提交后,商家将派代表为您专人服务
安东帕中国
高级会员已认证


焊接也被称作熔接,通常是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。焊接工艺多用于制造业,主要用途就是把小的金属材料连接成大的(按图纸或需要的尺寸),或通过连接(焊接)做出所需要的几何体。诸如造船厂、飞机制造业、汽车制造、桥梁等都离不开焊接。

热源能量的分布即热量的传播和分布很大程度上与这些参数相关,然而由于热量的分布是呈现梯度的,从而造成焊缝周围的材料会受到影响,即所谓的“热影响区”(HAZ)。热影响区的形成原理非常简单,在焊缝周围的材料受到了热源的影响,而温度低于材料的熔点,但其温度足以让周围材料的显微组织发生变化。显微组织的变化可导致机械性能的变化,如可能会出现硬度增加和屈服强度降低。同时由于显微组织的发生变化,热影响区更容易出现开裂和腐蚀情况,所以热影响区通常是构件最薄弱的结构点。因此,了解热影响区和减少焊接所产生的不良热效应是至关重要。
焊缝和热影响区的典型尺寸通常为数百微米至几毫米。为了研究由于焊接过程引起的局部材料变化,仪器化压痕测试方法是首选,因为它们提供了合适的位移分辨率。例如,安东帕微观组合测试仪(MCT3)可以获取焊缝或热影响区等等不同区域的硬度、弹性模量等力学性能。磨损量和摩擦性能可以很容易地通过摩擦磨损分析仪来测量,该分析仪测量摩擦系数并可用于估计磨损率。
微观组合测试仪MCT3
本文将展示焊缝及其邻近局部区域的机械性能的表征手段的实际例子,同时也将总结所用表征手段对于焊接工艺好坏的评定和意义。
焊缝横截面的硬度分布情况
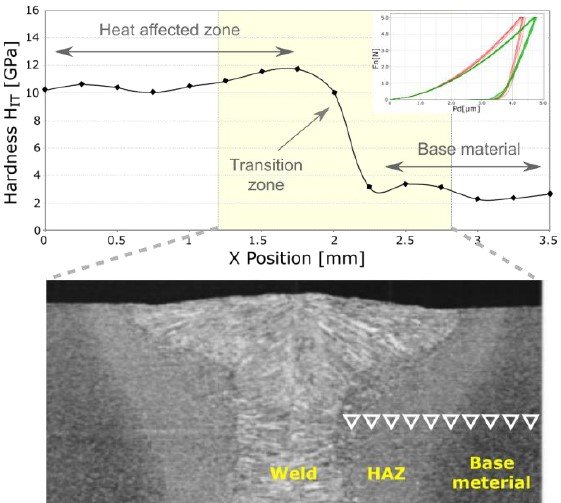
图1: 焊缝及其热影响区的横截面的视图和相对应位置上的硬度变化情况
如图1所示,使用Anton-Paar微观组合测试仪MCT3对采用弧焊工艺对球墨铸铁进行焊接后所产生的热影响区进行表征。简单来说,就是在焊缝截面上沿着从母材到焊缝的方向采用MCT3对材料进行压痕测试。压痕试验主要在两个位置上进行:焊缝区域横截面和焊缝顶面。使用的最大载荷为5 N,加载和卸载速率选择为30 N/min,在最大载荷下保载1 sec。具体是沿着从未受影响的母材穿过HAZ到焊芯进行压痕测试,单个压痕的间距为0.25 mm。压痕测试的大致位置和相应硬度分布如图1所示,结果清楚地表明了焊缝附近硬度的变化情况。靠近焊缝–在HAZ中–硬度在过渡区降低之前显著增加,在远离焊缝的未受影响母材中稳定在~3 GPa。在焊缝的上表面上发现了类似的结果(过渡区和热影响区的硬度增加),这证实了在横截面上获得的结果。
该应用案例展示的是仪器化压痕测试方法对于测量焊接工艺产生的热影响区HAZ的材料性能变化的意义所在,用图1中所示的方法可以直观的获取相应位置的力学性能变化情况。从而,有助于科研人员及焊接工作者去估算HAZ的区域尺寸以及所检测出的焊缝及其周围局部区域的力学性能是否达标,更为如何优化焊接工艺参数提供一份助力。
堆焊工艺下焊缝的摩擦学性能研究
堆焊是将硬质金属焊接在母材上的一种工艺,旨在提高母材的耐磨性,是一个很广泛的焊接应用。它用于磨机锤、挤压螺钉、高性能轴承和土方设备。它也可用于压水反应堆的阀座和泵。与其他部件摩擦接触的此类堆焊焊缝的磨损和摩擦学性能对于实际应用至关重要。以下示例显示了对球墨铸铁进行的摩擦学试验,其中铸铁的堆焊层采用等离子转移电弧工艺焊接。

图2: 热影响区和母材的摩擦系数变化情况
由于焊接工艺也属于快速凝固的一种冷却方式,从而得到了3mm厚度的热影响区且发现该HAZ的微观结构中存在渗碳体结构,而且硬度明显高于铸铁。总共进行了两次摩擦试验:一次在母材上,另一次在焊接材料的热影响区内。在线性往复模式下均进行共5000次循环的摩擦学表征试验,而且在最大固定载荷为1 N情况下的最大线速度为1.6 cm/s,选取的摩擦副为直径为6 mm的100Cr6钢球。摩擦试验结果如图2所示:焊接层的热影响区(HAZ)的摩擦系数(~0.8)高于母材(~0.5)。
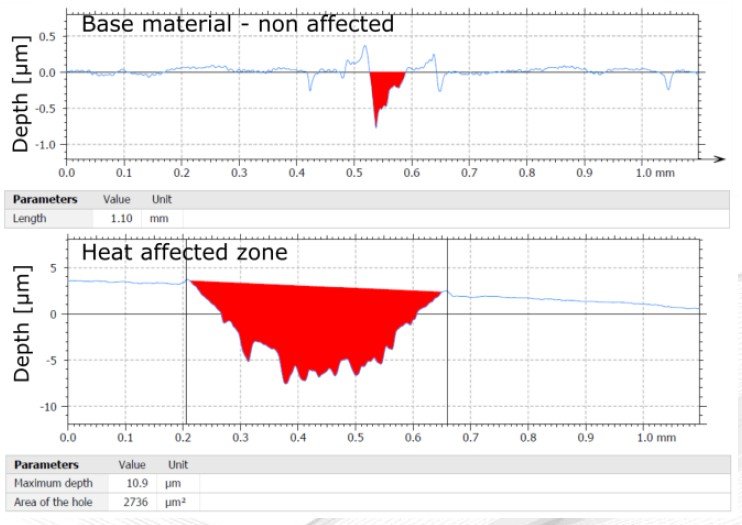
图3: 采用表面轮廓仪测量并记录母材和热影响区的磨损轨迹轮廓
图3展示的是运用表面轮廓仪采集并记录母材和热影响区在摩擦学试验后磨损轨迹的轮廓。通过比较图3的结果表明,热影响区的磨损远高于母材;母材的耐磨性高于热硬化区的耐磨性。图2和图3的表明,焊接工艺对焊接层热硬化区的摩擦系数和耐磨性产生了负面影响,尽管同一层的硬度有所增加。该问题的解决方案可以是改变焊接参数以提高热硬化区的耐磨性,或者减小其尺寸以最小化其对零件耐磨性的负面影响。
总的来说,Anton-Paar自研自产的压痕仪和摩擦学表征仪器均能为焊接工艺的研究和生产提供非常大的助力,其新一代检测手段的开发对于焊接行业是非常有意义的。


安东帕中国总部
销售热线:+86 4008202259
售后热线:+86 4008203230
官网:www.anton-paar.cn
在线商城:shop.anton-paar.cn
最新动态
更多





 上一篇
上一篇